Press release —
Alarming number of recalls for dairy products
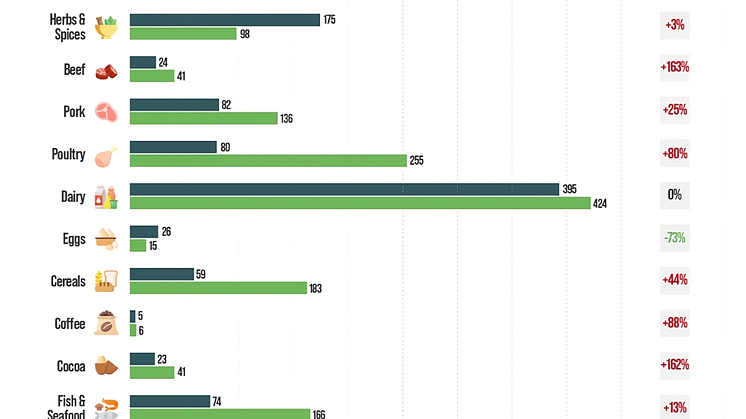
Current figures from the Global Food Recall Index study show just how urgent the issue of product safety has become: Almost 400 dairy products were recalled worldwide in the first quarter of 2025. This means that the dairy industry is once again leading the food recall statistics. So, what are the most common causes of recalls and how can producers protect themselves from them and increase their efficiency at the same time? This article follows the classic production route of a dairy product - from intake to output - and shows suitable technologies along typical process steps.
High precision, uncompromising quality and maximum efficiency are fundamental requirements in the dairy industry in order to remain successful in the market both now and long term. The financial consequences of a recall are enormous. In addition, there is considerable indirect consequential damage, such as loss of image, legal consequences or loss of market share, which can often run into the millions.
The main causes of recalls are microbiological contamination, allergenic substances without correct labelling and physical foreign bodies such as metal or glass particles. In order to minimise the risk of such incidents as a producer of dairy products, there are precise weighing and inspection systems along the entire production chain.
Hygienic requirements in early production phases
Microbiological contamination can occur in the early stages of production in particular - for example, when goods are received or during batching and filling processes - which can later pose a risk to product safety and quality. Conventional systems with probes, sensors or sight glasses inside the container entail hygienic risks: they are difficult to clean, susceptible to deposits and come into direct contact with the product.
Gravimetric Weighing offers a clear advantage here. Systems such as the Novego weighing module® from Minebea Intec measure the container contents from the outside - contact-free, precise and independent of density or viscosity. There are no fixtures in contact with the product, which reduces cross-contamination and significantly simplifies cleaning. "With Novego® , we are closing a crucial gap in hygienic plant engineering," explains Yannick Salzmann, Product Manager at Minebea Intec. "The module reduces potential weak points and helps producers to reliably minimise microbiological risks." It was developed in accordance with EHEDG guidelines, has integrated overload protection, 360° lateral force compensation and impresses with high measuring accuracy - even with moving or slightly tilting containers. Minimised horizontal surfaces and low surface roughness enable quick cleaning and thanks to its sophisticated design, Novego® can be installed in no time at all.
Safe from allergen errors - also thanks to digital recipe management
Poor hygiene and cross-contamination can not only cause microbiological contamination but can also lead to allergen errors. Human error, such as accidentally adding the wrong products, is also a cause of allergen-related recalls. Inadequate documentation and poor traceability make it even more difficult to handle such recalls efficiently, as important information is missing or difficult to access in manual processes.
With the ProRecipe XT recipe software® , production is digitalised and reliable process handling is ensured for all ingredients. Material identification with barcode scanners makes it virtually impossible to mix up ingredients. Customers benefit from consistent product quality thanks to clear recipe guidelines, easy traceability of raw materials and user-friendly digital documentation that serves as a reliable guide for production staff. "ProRecipe XT® supports production with intuitive and guided recipe processing. This minimises operating errors, standardises processes and ensures a high level of product safety," explains Lars-Henrik Bierwirth, Product Manager at Minebea Intec.
Detection technologies in use: Metal detectors and X-ray systems
In the dairy industry, inspection solutions have to be particularly precise and process-reliable - because many products have a high moisture or salt content, which can lead to false rejections with conventional metal detectors. This is precisely where the Mitus® metal detector with MiWave technology from Minebea Intec comes in: The intelligent signal analysis reliably compensates for the signals produced by the actual product being inspected which is known as product effect - a decisive advantage for yoghurt, curd or milk powder. "Product effect is a real challenge, especially in milk processing. With the Mitus metal detectors® , we provide a solution that enables precise detection even with high product conductivity. This results in significantly fewer false rejects - which ultimately increases the efficiency of the production line," explains Linus Dellweg, Product Manager at Minebea Intec. Mitus® is available in three industry-specific versions: for pipework systems, free-fall applications and belt operation. This allows liquid, powdered and packaged dairy products to be reliably checked for foreign bodies - efficiently, hygienically and accurately.
In addition, the use of X-ray inspection systems such as the Dymond X-ray inspection system offers additional safety: it detects not only metallic but also non-metallic foreign bodies such as glass, bone, plastic or rubber - even in metallised packaging. Dymond also checks the fill level, shape and completeness of the Products, thus supporting comprehensive quality control at the end of the line. Ideal for manufacturers who want to combine maximum product safety with high throughput.
Prevention pays off
The costs associated with recalls emphasise that precision is not a luxury but an absolute necessity. Companies that invest in state-of-the-art technologies not only protect themselves against considerable financial risks but also improve their operational efficiency and product quality in the long term.
Minebea Intec can look back on over 150 years of experience in industrial weighing and inspection technology and has already successfully realised over 4,300 projects in the dairy industry. As a reliable and experienced partner, Minebea Intec supports companies in reducing production risks, raising quality standards and remaining economically successful in the long term.
Related links
Topics
Categories
Minebea Intec is a leading global manufacturer of industrial weighing and inspection technologies. Headquartered in Hamburg, Germany, the company offers products and services that have stood for innovation, performance and reliability for more than 150 years. The product portfolio includes high-resolution platform scales, load cells, hopper and silo scales, checkweighers, metal detectors, X-ray and visual inspection systems as well as intuitive software solutions. Over 1,000 employees at 18 locations increase the precision and efficiency of industrial customers' weighing and production processes. A network of over 200 partners in 72 countries complements the global player's sales and service locations. The high performance and distinctive German quality are reflected in the brand promise "the true measure".
Minebea Intec is part of the MinebeaMitsumi Group, a leading supplier of high-precision production parts such as ball bearings and motors as well as high-quality electronic components such as sensors, antennas and IoT solutions. The Group, which is headquartered in Tokyo and has around 84,000 employees worldwide, reported consolidated net sales of 1,522,703 million yen (approx. 9.3 billion euros) for the 2025 financial year.